
ПРОФПРИБОР
- Товары и услуги
- Деревообрабатывающее оборудование
- Мини заводы
- Заточные станки
- Сушильные камеры
- Сельскохозяйственная техника
- Прочее оборудование
- Упаковочное оборудование
- Оборудование для производства мебели
- Электроизмерительное оборудование
- Гидро- метеорологическое оборудование
- Fluke
- Пескоструйное оборудование
- Прочистные машины
- Станки правильно-отрезные
- Бетоносмесители, растворосмесители
- Виброоборудование
- Виброплиты и вибротрамбовки
- Гидравлическое оборудование
- Моечное оборудование
- Насосное оборудование
- Оборудование для кровельных и герметизационных работ
- Оборудование для монтажа и обслуживания труб
- Оборудование для работы с бетоном-раствором
- Окрасочное оборудование
- Осветительное оборудование
- Парогенераторы
- Пескоструйное оборудование
- Резчики швов
- Садово-парковая техника
- Станки и плиткорезы
- Тепловое и климатическое оборудование
- Трансформаторы для прогрева бетона
- Упаковочное оборудование
- Железнодорожное оборудование
- Инструмент и заточное оборудование
- Оборудование для пищевого производства
- Буровое оборудование
- Заводы и мини-заводы
- Мобильные заводы и мини-заводы
- Оборудование для обработки древесины
- Обогатительное оборудование
- Дробильное оборудование
- Оборудование для обработки металла
- Полимерное оборудование
- Лазерные станки
- Пищевое оборудование и производство
- Сельскохозяйственное оборудование и линии
- Нефтесервисное оборудование
- О нас
- Отзывы
Контакты
+7 (702) 978-83-83

Кромкооблицовочный станок Ostermann 6TR
Цену уточняйте
- В наличии
- Код: 4374
Кромкооблицовочный станок Ostermann 6TRВ наличии
Цену уточняйте
+7 (702) 978-83-83
Менеджер Ержанвозврат товара в течение 14 дней по договоренности
Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
Схемы обработки

Предварительное фрезерование

Торцовка

Фрезерование свесов

Обкатка углов
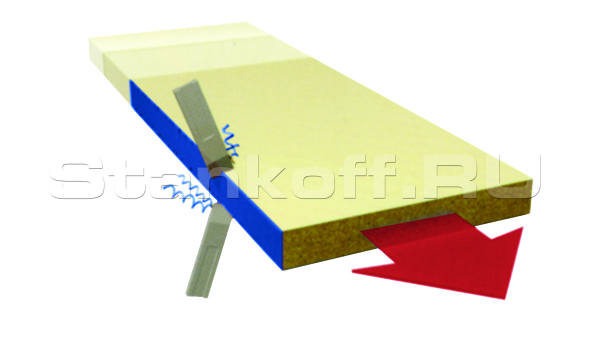
Циклевка радиусная

Циклевка плоская

Полировка
Отличительные особенности
- Алмазные фрезы на узле предварительного фрезерования 12000 об / мин. D60 x d20 x h48;
- Скорость подачи 10 м/мин;
- Бачок для клея-расплава с электронным блоком контроля температуры;
- Тефлоновый резервуар для клея под клеенаносящим роликом;
- Автоматическое понижение температуры клея при останове работы;
- Регулировка количества наносимого клея;
- Гильотина для предварительной резки толстого кромочного материала из ПВХ или АBS, с макс сечением 3x45 мм;
- Торцовочный узел для обрезки переднего и заднего свесов пилой;
- Фрезерный узел для снятие свесов с вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями 12000 об / мин. Радиус фрезы 2 мм или 3 мм (опция);
- Циклевка радиусная R=2 мм;
- Свободное место под плоскую циклю;
- Полировальный узел 2х0,18кВт 1400 об / мин;
- Транспортная система с цепью. Несущие плиты шириной — 73 мм;
- Прижимные ролики верхней балки изготовлены из резины диаметром 70 мм, устанавливаются на подшипниках;
- Магазин подачи рулонного кромочного материала D600 мм;
- Пульт управления на передней панели станка;
- Поддерживающий суппорт для габаритных заготовок;
- Регулятор сжатого воздуха, влагоотделитель, маслораспылитель.
Особенности конструкции

Узел предварительного фрезерования
Предназначен для предварительной прифуговки торца заготовок перед приклеиванием кромки. Устраняет сколы после раскроя и ступеньку от подрезной пилы выравнивает геометрию детали (первый мотор работает в направлении подачи, второй против — для исключения сколов), макс припуск на обработку 2 мм. Узел прифуговки состоит из двух высокочастотных двигателей 12000 об / мин, 1,1 кВт и 0,75 кВт TECNOMOTOR (Италия)
Алмазные фрезеры PCD CUTT ER Ф60 x ф20 x h48, Z 3+3 BUP (Италия).
Имеется возможность отключения узла фрезерования и работы без него.
Для получения идеального клеевого соединения после предварительного фрезерования происходит обдув торца заготовки. Торец детали очищается от пыли перед приклеиванием на неё кромки.
Регулировка на толщину фрезерования производится с помощью счетчиков на входной направляющей линейки.
Имеется возможность отключения узла фрезерования и работы без него.
Для получения идеального клеевого соединения после предварительного фрезерования происходит обдув торца заготовки. Торец детали очищается от пыли перед приклеиванием на неё кромки.
Регулировка на толщину фрезерования производится с помощью счетчиков на входной направляющей линейки.

Клеевой узел
Быстросменный клеевой бачок 2 л. для клея EVA имеет нижнее расположение относительно клеенаносящего вала.Возможность быстрой смены клеевых бачков для работы с различными типами клеев. Клея типа PUR могут применяться согласно нормам работы с такими клеями.
Винтовая точная настройка кол-ва клея – аккуратный клеевой шов.
Клеевой бачок с тефлоновым покрытием, что обеспечивает наилучшее качество клея, т.к. клей не пригорает к стенкам бачка.
Время нагрева клея 15 мин.
Имеется автоматическое понижение температуры клея на 50 град. при перерывах в работе более 15 мин. для сохранения качества клея.
Не требуется регулировка на толщину материала.
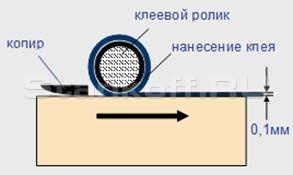
Опорный копир перед клеенаносящем валом предохраняет от удара и загрязнения передней край заготовки о вал во время подачи заготовки; исключает соприкосновение вала с торцом заготовки и возможность повреждения торца заготовки о насечки клеенаносящего вала.
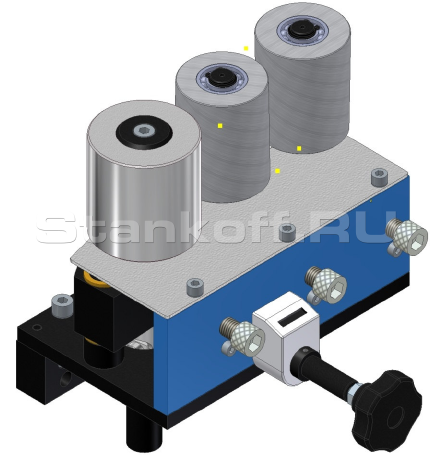
Пресс группа
Зона прижима состоит из трех роликов. Первый ролик большого диаметра приводной, второй и третий допресовочные конусные свободного вращения.Настройка на толщину кромки происходит с помощью счетчика.
Ролики имеют покрытие, которое исключает налипание пыли, грязи, клея к их поверхности. Это обеспечивает равномерный прижим кромки и чистую поверхность кромочного материала.


Торцовочный агрегат
Два промышленных двигателя (12000 об / мин), 2x0,22кВт ELTE (Италия).Две пилы Ф110 х ф22, Z=20 BUP (Италия).
Имеется возможность поворота пил 0-15град.
Пилы перемещаются по одной призматической направляющей, каждая пила отрезает припуск только с одной стороны.
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации.
Отличительные особенности:
Простое линейное движение двух пил вверх-вниз.
Простая схема пневматики SMC (Япония).
Призматические направляющие, которые в 5 ть раз стабильнее, чем круглые направляющие.
Торцовка оснащена системой аспираций. Отсутствие пыли на направляющих и подшипниках обеспечивает долговечность и стабильность работы системы.

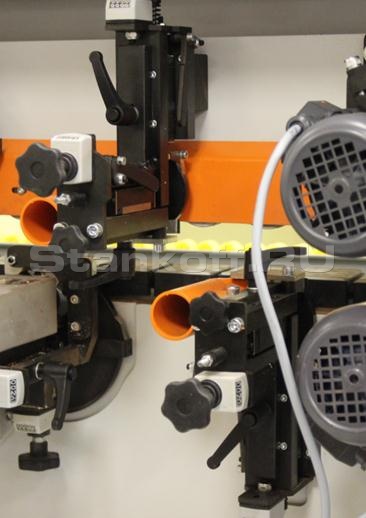
Узел фрезерный для снятия свесов
Два промышленных двигателя (12000 об / мин) 2х0,55кВт TEKNOMOTOR (Италия). Мощность двигателей 0,55 кВт позволяет фрезеровать кромку с припуском на сторону больше 2 мм.Оснащены счетчиками точной настройки на разную толщину кромки.
Фрезы сборные 4 ножа Ф75; Z = 4; R2 BUP (Италия).
Копиры круглые большого диаметра Ф180 мм осуществляют плавный заход на деталь; исключают повреждение любой облицованной поверхность.

Узел обкатки углов
Предназначен для профильного фрезерования передних и задних стыков кромки. Минимальная длина детали 250 мм. Максимальная толщина 45 мм.Оснащен алмазной фрезой R2 BUP(Италия).
Электродвигатель 0,55 кВт 12000 об/мин TECNOMOTOR(Италия).
Возможность обрабатывать детали. Постформинг с большим радиусом.
Узел радиусной цикли
Узел финишной обработки кромки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла.Узел оснащен круглыми копирами для точной обработки кромки. Копиры Ф140 мм находятся на минимальном расстоянии от края детали.
Счетчики на узле позволяют точно настроить узел на разную толщину кромки.
Узел оснащен системой аспирации.
Стружка с циклевочного узла попадает в накопитель.
Исключена возможность попадания стружки под копиры.

Настройка циклевочного узла
Вывод циклевочного узла из рабочей зоны производиться с помощью рычажка. Это позволяет моментально перестроить циклевку на разную толщину кромки.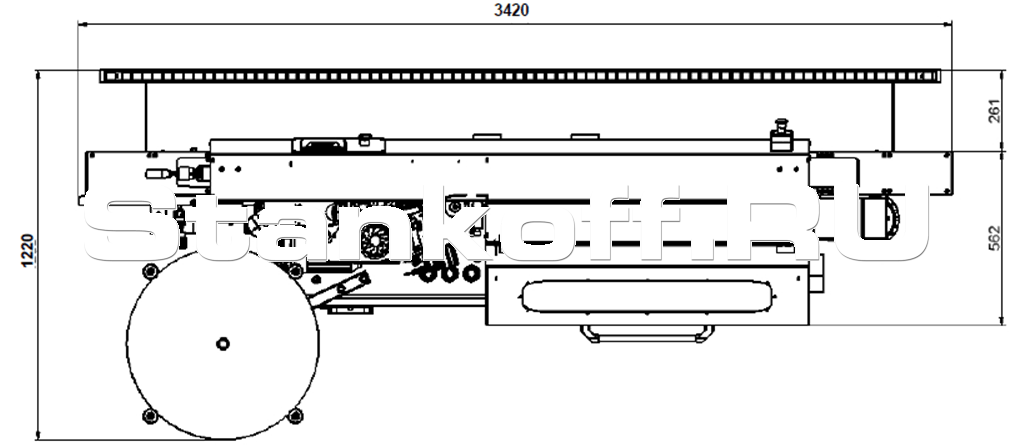
| Технические характеристики кромкооблицовочного станка Ostermann 6TR | ||
| Размеры детали кромки | Толщина кромочного материала, мм | 0,4-3 |
| Толщина детали (мин/макс), мм | 8-45 | |
| Габариты детали (мин), мм | 100х100 | |
| Предварительное фрезерование | Фрезы узла предварительного фрез., мм | O60хO20хH48, Z="3+3" |
| Мощность двигателей, кВт | 1,1; 0,75 | |
| Обороты фрез, об/мин | 12000 | |
| Торцовка | Пилы торцовки, мм | O80х30 |
| Мощность двигателей торцовки, кВт | 2х0,22 | |
| Обороты пил, об/мин | 12000 | |
| Фрезерования свесов | Фрезы узла снятия свесов кромки, мм | O75; Z4 |
| Мощность двигателей, кВт | 2х0,55 | |
| Обороты, об/мин | 12000 | |
| Полировка | Частота вращения, об/мин | 1400 |
| Мощность двигателя, кВт | 1,5 | |
| Подача | Скорость подачи, м/мин | 10 |
| Мощность двигателя подачи, м/мин | 2,2 | |
| Аспирация | Диаметр патрубков, мм | 2хO100; 2хO120 |
| Кол-во патрубков, шт | 4 | |
| Мощность | Общая мощность станка, кВт | 6,7 |
| Напряжение, В | 380 | |
| Габариты | Длина (L), мм | 3420 |
| Ширина (B), мм | 1220 | |
| Высота (H), мм | 1510 | |
| Вес, кг | 950 | |
Информация для заказа
- Цена: Цену уточняйте